Overview
Who doesn’t love chocolates! Yet, the chocolate processing is anything but simple. And even more complex is its effluent. A highly variable, high-strength wastewater full of fats, oils, sugars, and proteins. At this site, a decades-old conventional ETP was struggling to manage this load with frequent clarifier overload, sludge carry-over, and poor primary removal. The result was unstable biological performance, high energy and chemical bills, and high compliance risk. The old plant occupied close to an acre of valuable land and could not reliably produce reuse-quality water.
For Aapaavani, this project was a milestone achievement. One of the first opportunities to truly demonstrate our technical depth in handling complex industrial effluents. After detailed technical assessment, simulations, expert inputs, and research, we narrowed down to a targeted redesign with a compact DAF → extended aeration → MBR train to enable near-complete onsite reuse of treated water.
The challenge
- Old system: A decades-old conventional ETP was struggling to manage this load with frequent clarifier overload, sludge carry-over, and poor primary removal.
- The Client Challenge: Managing high organic loads typical of chocolate production, including fats, oils, sugars, and proteins. Unstable biological performance, high energy and chemical bills, and high compliance risk.
Our Approach
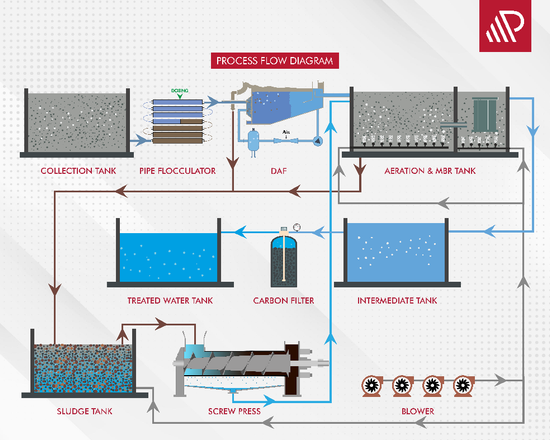
- Installed a Dissolved Air Flotation (DAF) unit up-front to remove fats, oils, and light solids.
- Re-designed biological stage for extended retention time with fine-bubble aeration for better oxygen transfer.
- Integrated a Membrane Bio-Reactor (MBR) to eliminate clarifier dependence and deliver consistent filtration quality.
- Added PLC automation, controlled sludge recirculation, and activated-carbon polishing for final polishing.
- Reconfigured layout to compress the entire plant footprint to <20 cents (from ~75–80). (Process diagram and 3D concept available in the project file).
Measured Outcomes
(Lab-tested operating values from post-commissioning monitoring)
| Sl No | Chemical Parameters | Units | Inlet | Result | Maximum Permissible Limits |
|---|---|---|---|---|---|
| 1 | BOD at 27 c (3 days) | mg/L | 250-300 | <2 | ≤10 |
| 2 | Chemical Oxygen Demand (COD) | mg/L | 400-500 | <10 | ≤50 |
| 3 | Total Suspended solids | mg/L | 200-250 | <1 | ≤20 |
| 4 | Oil & Grease | mg/L | 10 | <1 | ≤10 |
| 5 | pH @ 25 C | - | 7.21 | 7.21 | 6.5 – 9.0 |
Business & Operational Impact
- Freed up over 50% of the ETP site area for other productive use.
- Enabled wastewater reuse for cooling-makeup and utilities, reducing freshwater consumption by ~220,000 L/day.
- Major reduction in regulatory risk, operator stress, and unplanned downtime.
- Energy and chemical consumption trimmed through process optimisation (DAF + fine-bubble aeration + MBR).
- Stable operation for more than three years with consistent compliance and low variability.
Want this outcome for your plant?
Request a 48-hour diagnostic: we’ll assess whether a scientific re-engineering can restore performance, reduce footprint and unlock water reuse for your plant.
Old Plant

New process diagram + 3D layout
Client perspective
“The revamp delivered consistent, high-quality treatment and reclaimed valuable land. Team Aapaavani’s technical clarity and hands-on execution gave us confidence.”
— Facility Head, Campco Chocolates!
PROJECT VISUALS



