
Overview
House of Bindu (Promoted by Megha Fruit Processing Pvt. Ltd.) is one of South India’s most recognisable beverage brands, best known for its flagship product, Bindu Jeera Fizz. Headquartered in Karnataka, the company has built a strong presence across India by combining traditional Indian flavours with modern bottling and distribution systems. With multiple manufacturing units and a rapidly expanding footprint, the company represents a new generation of Indian FMCG players balancing growth, product innovation and increasing responsibility towards water and environmental management.
For Aapaavani, the Bindu project became the first real test of whether a young engineering team could move from strong theoretical knowledge to dependable field execution. What began as an exercise to improve an existing treatment system soon became a defining project that shaped our engineering philosophy. It pushed us to explore deep field diagnostics and pilot-led validations, helping shape Aapaavani’s approach to complex industrial effluent treatment and revamp-led problem-solving.
The challenge
- High-strength effluent: COD often crossed 3,000 mg/L, BOD ranged up to 2,100 mg/L, pH shifted from acidic to alkaline without warning, and TDS fluctuated sharply.
- Biological instability: Intermittent sugar and fruit pulp loads repeatedly disturbed the biological system, lacking the buffering capacity and upstream stabilisation required for beverage effluent.
- Compliance Risks: The plant could not consistently withstand these shock loads, leading to unstable performance, overreliance on operator judgment, and increasing compliance risks.
The solution
Rather than rushing into a rebuild, we asked for the opportunity to prove the revamp route. We implemented a phased transformation strategy, combining immediate stabilisation with long-term system redesign.
- Pilot Validation: Installed an in-house 10,000 L/day demo plant within two days. Ran trials for two months, observing sedimentation, lamella clarification, aeration strategy, and shock-load behaviour.
- Robust Pretreatment: Added a DAF + Lamella Clarifier to manage high pulp, solids, and upfront organic loads effectively.
- Process Optimisation: Optimised the revamp strategy using existing civil infrastructure to manage cost, while enabling high MLSS operation for better shock load handling.
- MBR Integration: Upgraded the 100 KLD ASP system into a 350 KLD, highly efficient treatment train using Membrane Bio-Reactor (MBR) technology, alongside automation and remote monitoring.
- Sludge Management: Integrated a multi-disc screw press to streamline sludge dewatering and recycling.
Measured Outcomes
The revamped system has been operating reliably since 2021. The success of the first project turned into a long-term relationship, reflecting growing confidence in the team’s technical depth and execution quality.
(Lab-tested operating values from post-commissioning monitoring)
| Sl No | Chemical Parameters | Units | Inlet | Result | Maximum Permissible Limits |
|---|---|---|---|---|---|
| 1 | Chemical Oxygen Demand (COD) | mg/L | 5000-6000 | <200 | ≤250 |
| 2 | BOD at 27 c (3 days) | mg/L | 1500-3000 | <30 | ≤30 |
| 3 | Total Dissolved Solids (TDS) | mg/L | 1000-1200 | Untraceable | ≤50 |
| 4 | Total Suspended Solids (TSS) | mg/L | 300-350 | <50 | ≤50 |
| 6 | pH @ 25 C | - | 5-8 | 7.3 | 6.5 – 9.0 |
Why this project mattered
Bindu was not just Aapaavani’s first major industrial assignment. It became the project that transformed our engineering confidence into credibility, and taught the team how patient diagnostics, practical engineering and disciplined field trials can turn a difficult effluent into a stable, reusable water system.
Want this outcome for your plant?
Request a 48-hour diagnostic: we’ll assess whether a scientific re-engineering can restore performance, reduce footprint and unlock water reuse for your plant.
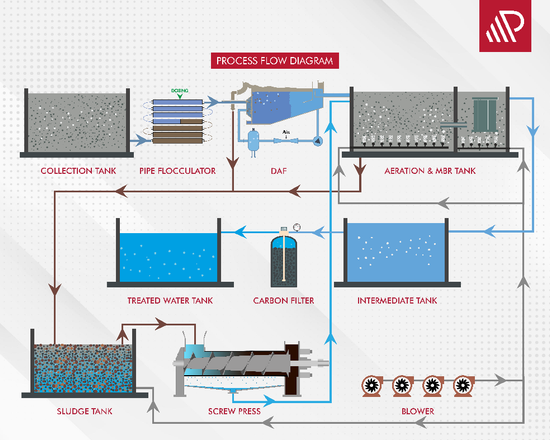
Final Treatment Architecture
A multi-layered, resilient treatment system capable of handling variability at every stage.
- Screening and oil/grease removal
- Equalisation with aeration
- Physico-chemical treatment (flocculation + DAF + lamella)
- Biological treatment with MBR
- Disinfection and reuse
- Sludge dewatering and recycling
Process diagram + 3D layout
KEY OUTCOMES
- >98% reduction in Phosphorus, COD, BOD, & TDS.
- Stable plant performance under fluctuating production loads.
- Consistent compliance with regulatory standards.
- Treated water fully reused for plantation irrigation.
Operational Resilience
Aapaavani addressed key challenges:
- Sludge bulking from high sugar loads
- EPS formation and membrane fouling
- Foaming due to surfactants and organic load
Mitigation included:
- Maintaining optimal MLSS and F/M ratio
- Controlled chemical dosing and backwashing
- Real-time monitoring and process control
Client perspective
“We asked them to prove their expertise first. Within two days, they installed a demo plant. Within a week, it was running. They stayed on-site, monitored performance round the clock, and delivered results. Today, our plant has been running reliably for years. Their technical depth, responsiveness, and humility stand out.”
— Executive Officer, House of Bindu
PROJECT VISUALS



